Ich stand vor drei Jahren in der Produktionshalle eines mittelständischen Automobilzulieferers in Baden-Württemberg. Die Ausschussrate bei einer neuen CNC-Serie lag bei 12 %. Das Management saß seit zwei Tagen in einem klimatisierten Konferenzraum und starrte auf ein riesiges Cause and Effect Ishikawa Diagram an der Wand, das sie mit bunten Klebezetteln vollgepflastert hatten. Sie hatten 40 potenzielle Ursachen identifiziert, von der Luftfeuchtigkeit in der Halle bis hin zur Ausbildung der Schichtleiter. Kostenpunkt dieser zweitägigen Sitzung für hochbezahlte Ingenieure: knapp 15.000 Euro an reiner Arbeitszeit, plus der entgangene Gewinn durch die Stillstände. Das Ergebnis? Sie wussten am Ende weniger als vorher, weil sie sich in einem Wald aus Vermutungen verirrt hatten. Das ist der Klassiker. Die Leute glauben, das Modell sei eine Art Brainstorming-Vorlage, bei der man einfach alles an den Fischgräten aufhängt, was einem einfällt. So verbrennt man Geld und demotiviert die Belegschaft.
Wenn die Fischgräte zum Wunschkonzert wird
Der häufigste Fehler, den ich sehe, ist die Verwechslung von Symptomen mit Ursachen. Die Leute schreiben "Mensch" an die Hauptgräte und hängen "mangelnde Motivation" oder "Flüchtigkeitsfehler" daran auf. Das ist keine Ursache, das ist eine Arbeitsverweigerung des eigenen Verstands. Wenn ein Mitarbeiter einen Fehler macht, ist das ein Symptom eines schlecht designten Prozesses oder einer mangelhaften Unterweisung.
In der Praxis führt das dazu, dass Unternehmen Maßnahmen beschließen, die völlig wirkungslos sind. Da werden dann Schilder aufgehängt: "Bitte sorgfältiger arbeiten!" Das kostet nichts, bringt aber auch nichts. Eine echte Analyse bohrt tiefer. Warum konnte der Fehler überhaupt passieren? Gab es keine Poka-Yoke-Vorrichtung? War das Werkzeug verschlissen? Wenn du im Prozess nur oberflächliche Begriffe verwendest, kannst du die Grafik auch gleich im Schredder entsorgen. Ich habe Teams gesehen, die Wochen damit verbracht haben, solche Diagramme zu pflegen, während die eigentliche Maschine im Hintergrund munter weiter Schrott produzierte. Du musst radikal ehrlich sein: Wenn du keine Daten hast, die eine Vermutung stützen, gehört sie nicht an die Wand.
Die Falle der 6M-Struktur im Cause and Effect Ishikawa Diagram
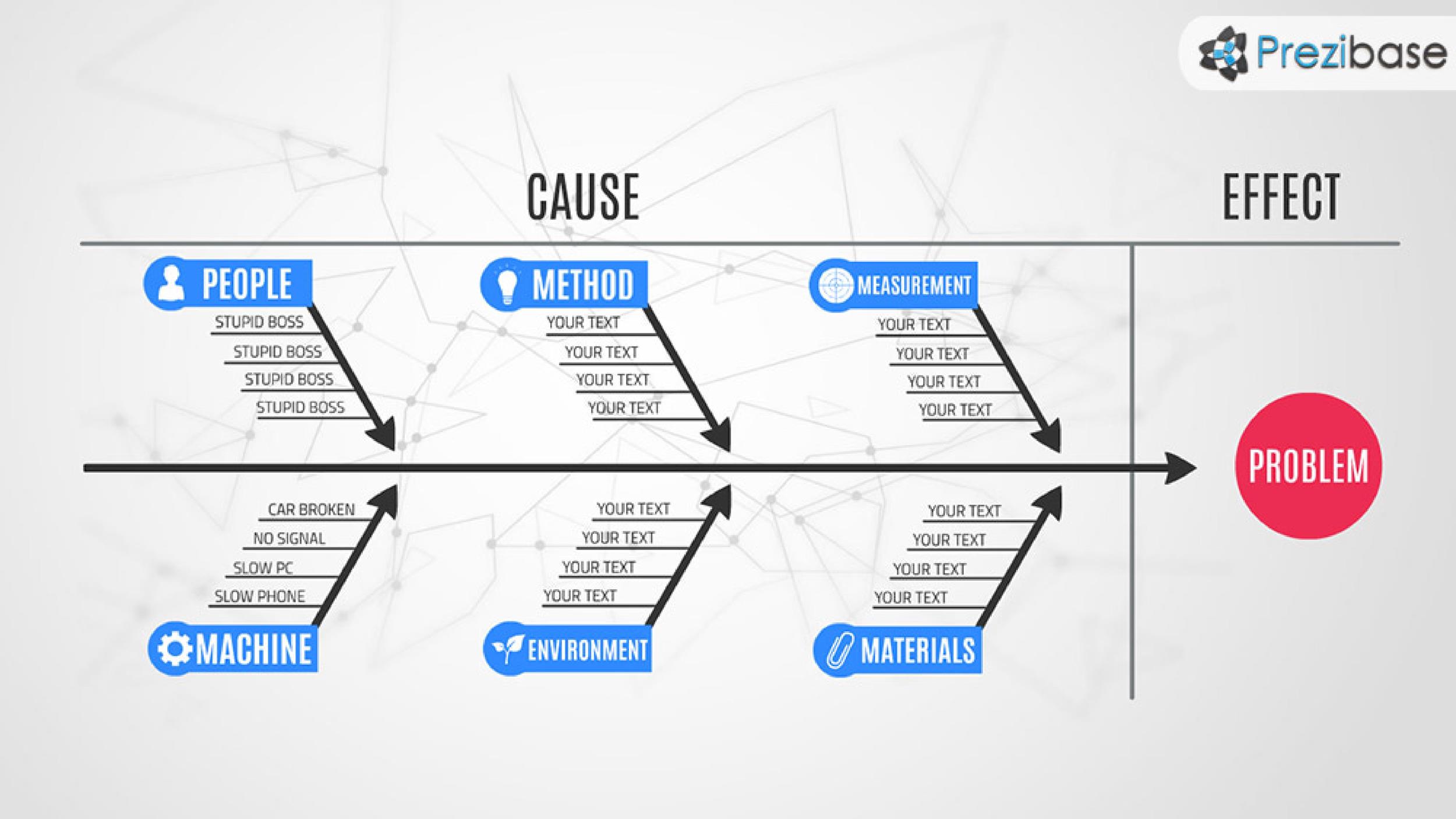
Fast jeder fängt automatisch mit den klassischen 6M an: Mensch, Maschine, Material, Methode, Mitwelt, Messung. Das ist oft der erste Schritt ins Verderben. Diese Kategorien sind Krücken, kein Gesetz. Ich habe Projekte erlebt, bei denen Teams krampfhaft versuchten, für jede Kategorie mindestens drei Punkte zu finden, nur damit das Bild "vollständig" aussieht. Das ist Zeitverschwendung.
Wenn dein Problem rein softwarebasiert ist, brauchst du vielleicht keine "Mitwelt" (Umgebungseinflüsse). Wenn du im Dienstleistungssektor arbeitest, ist "Maschine" oft irrelevant, es sei denn, du meinst die IT-Infrastruktur. Die Lösung ist, die Kategorien an das Problem anzupassen, nicht das Problem an die Vorlage. In einem Fall bei einem Logistikdienstleister haben wir die Standardkategorien komplett weggeschmissen und stattdessen nach Prozessschritten sortiert: Annahme, Sortierung, Verladung, Transport. Erst da kamen die wirklichen Fehlerquellen ans Licht. Vorher hingen unter "Methode" einfach 50 unsortierte Zettel, mit denen niemand etwas anfangen konnte. Wer stur den 6M folgt, ohne nachzudenken, produziert nur administrative Last ohne Erkenntnisgewinn.
Warum Moderatoren ohne Ahnung das Ergebnis ruinieren
Ein Moderator, der nur moderiert, ist bei dieser Methode gefährlich. Oft wird jemand aus der Personalabteilung oder ein externer Berater ohne technisches Verständnis geholt, um den Prozess zu leiten. Das Ziel ist dann "Teambuilding" oder "alle Stimmen hören". Das klingt nett, führt aber zu technisch absurden Diagrammen.
Ich erinnere mich an eine Sitzung, in der ein fachfremder Moderator zuließ, dass "Schlechte Laune am Montag" als gleichwertige Ursache neben "instabile Spannvorrichtung" an der Gräte landete. Ein guter Moderator muss den Mut haben, Bullshit zu streichen. Er muss fragen: "Wie messen wir das?" oder "Welchen physikalischen Beweis gibt es dafür?". Wenn die Gruppe nur Vermutungen äußert, ohne dass jemand dabei ist, der die Maschine oder den Prozess in- und auswendig kennt, ist das Ganze nur eine teure Kaffeepause. Du brauchst die Leute, die sich die Finger schmutzig machen, nicht die, die nur PowerPoint-Folien darüber erstellen.
Die 5-Why-Methode als Filter nutzen
Ein Cause and Effect Ishikawa Diagram allein ist oft zu flach. Es zeigt nur die Breite der Probleme, nicht die Tiefe. Hier machen viele den Fehler, nach der ersten Ebene aufzuhören. Eine gute Analyse kombiniert die Fischgräte mit den 5-Why-Fragen. Anstatt "Werkzeugbruch" stehen zu lassen, fragst du fünfmal nach.
- Warum brach das Werkzeug? Weil die Standzeit überschritten war.
- Warum wurde sie überschritten? Weil der Zähler an der Maschine nicht zurückgesetzt wurde.
- Warum wurde er nicht zurückgesetzt? Weil der Mitarbeiter nicht wusste, wie das geht.
- Warum wusste er es nicht? Weil die Einweisung für diese spezifische Steuerung fehlte.
- Warum fehlte sie? Weil der Schulungsplan nicht an das neue Maschinenmodell angepasst wurde.
Jetzt hast du eine echte Ursache: Den veralteten Schulungsplan. Den kannst du ändern. Den "Werkzeugbruch" hättest du nicht ändern können, der ist einfach passiert. Ohne diese Tiefe bleibt deine Grafik eine bloße Sammlung von Ausreden.
Der Vorher-Nachher-Vergleich in der Realität
Schauen wir uns an, wie ein falscher und ein richtiger Ansatz in der Praxis aussehen. Nehmen wir ein Problem mit verspäteten Lieferungen in einem Onlineshop.
Der falsche Ansatz (Vorher): Das Team setzt sich zusammen und erstellt eine Grafik. Unter "Mensch" schreiben sie: "Fahrer sind zu langsam" und "Stress im Lager". Unter "Maschine" steht: "Alte Lieferwagen". Unter "Methode" notieren sie: "Zu viele Bestellungen gleichzeitig". Das Ergebnis ist deprimierend. Die Lösungsvorschläge lauten: Fahrer motivieren, neue Autos kaufen, weniger verkaufen. Nichts davon ist realistisch oder löst das Problem dauerhaft. Die Kosten für diese Analyse waren drei Stunden Arbeitszeit für fünf Personen, und das Problem besteht weiterhin.
Der richtige Ansatz (Nachher): Das Team analysiert zuerst die Daten der letzten 200 Verspätungen. Sie stellen fest, dass 80 % der Verspätungen bei Bestellungen auftreten, die nach 14:00 Uhr eingehen. Sie bauen das Diagramm nach Prozesszeiten auf. Unter "Schnittstelle Lager/Versand" finden sie die Ursache: Der Paketdienst holt die Ware um 15:00 Uhr ab, aber die Kommissionierung von Nachmittagsbestellungen dauert im Schnitt 90 Minuten. Die Ursache ist also eine zeitliche Überschneidung im Schichtplan. Die Lösung: Die Spätschicht beginnt 30 Minuten früher, oder der Abholtermin wird auf 16:00 Uhr verlegt. Das Problem ist innerhalb einer Woche gelöst, ohne einen einzigen neuen Lieferwagen zu kaufen.
Dieser Unterschied in der Herangehensweise entscheidet darüber, ob du ein Werkzeug nur benutzt, um Aktivität vorzutäuschen, oder ob du Ergebnisse lieferst. Der erste Ansatz war eine reine Meinungsrunde. Der zweite war datengesteuert und zielorientiert.
Die Datenblindheit der Management-Ebene
Management-Teams lieben bunte Diagramme, aber sie hassen es oft, in den Dreck zu gehen, wo die Daten liegen. Ein Cause and Effect Ishikawa Diagram ohne vorherige Pareto-Analyse ist oft ein Blindflug. Du musst wissen, welche 20 % der Probleme für 80 % der Fehler verantwortlich sind. Wenn du alles gleich gewichtest, verzettelst du dich.
Ich habe ein Projekt bei einem Elektronikhersteller abgebrochen, weil der Werkleiter sich weigerte, die Fehlerprotokolle der letzten sechs Monate digitalisieren zu lassen. Er wollte lieber "ein schönes Ishikawa-Diagramm" von seinen Ingenieuren sehen, um es in den Quartalsbericht zu packen. Das ist Cargo-Kult-Management. Man kopiert die äußere Form einer Methode, ohne ihren Kern zu verstehen. Ohne harte Zahlen ist deine Grafik nur eine hübsch gezeichnete Meinung. In Deutschland neigen wir dazu, alles sehr präzise planen zu wollen, aber bei der Ursachenforschung wird es oft schwammig, weil niemand zugeben will, dass der Prozess eigentlich seit Jahren instabil ist.
Fehlende Priorisierung nach der Erstellung
Wenn das Diagramm fertig ist, denken viele, die Arbeit sei getan. In Wahrheit fängt sie da erst an. Ein riesiger Fehler ist es, zu versuchen, alle gefundenen Punkte gleichzeitig anzugehen. Das endet in einem organisatorischen Burnout. Du hast dann 30 offene Maßnahmenpakete, von denen nach drei Monaten keines abgeschlossen ist.
Nachdem du die potenziellen Ursachen visualisiert hast, musst du sie bewerten. Ich nutze dafür oft eine einfache Matrix: Einfluss auf das Problem (hoch/niedrig) gegen Aufwand der Behebung (hoch/niedrig). Alles, was einen hohen Einfluss bei niedrigem Aufwand hat, wird sofort erledigt. Alles andere kommt auf die Warteliste oder wird gestrichen. Wenn du nach einer Sitzung mehr als fünf Hauptursachen weiterverfolgst, hast du dich nicht genug fokussiert. Ein erfolgreiches Team konzentriert sich auf die zwei oder drei "Vital Few" und lässt die "Trivial Many" links liegen. Das ist schmerzhaft, weil man das Gefühl hat, Dinge zu ignorieren, aber es ist der einzige Weg, wirklich etwas zu verändern.
Der Realitätscheck: Was es wirklich braucht
Vergiss den Gedanken, dass dieses Werkzeug eine Wunderwaffe ist. Es ist harte, oft langweilige Arbeit. Ein wirklich effektiver Prozess in diesem Bereich erfordert drei Dinge, die viele Unternehmen nicht bereit sind zu investieren: Zeit für echte Beobachtung vor Ort, die Demut, eigene Fehlentscheidungen als Ursache zu akzeptieren, und die Disziplin, Daten über Meinungen zu stellen.
Wer glaubt, man könne sich für zwei Stunden in einen Raum setzen und danach sei das Problem gelöst, der lügt sich selbst an. In meiner Laufbahn waren die besten Diagramme diejenigen, die nach der ersten Sitzung noch dreimal überarbeitet wurden, weil jemand rausgegangen ist und nachgemessen hat. Die Realität ist meistens komplizierter als ein paar Striche auf einem Whiteboard. Wenn du nicht bereit bist, deine Annahmen durch Fakten zerstören zu lassen, dann lass es lieber ganz bleiben. Du sparst dir den Frust und die Kosten für die bunten Klebezettel. Erfolg kommt hier nicht durch die Methode an sich, sondern durch die rücksichtslose Suche nach der Wahrheit hinter den Symptomen. Es gibt keine Abkürzung zur stabilen Prozessqualität, nur den langen Weg der präzisen Analyse.


